 English
English русский
русский Deutsch
Deutsch عربى
عربى








+86 189 6101 2359
+86 133 6521 5663
+86 138 5268 6835
Контент
Винты из нержавеющей стали являются одними из наиболее широко используемых крепежных изделий в строительстве, морской технике, пищевой промышленности, медицинском оборудовании и бытовой электронике, но их обычно выбирают только по цене или внешнему виду. Такой подход приводит к преждевременной коррозии, гальваническим отказам, оголению выемок под приводы и структурным нарушениям, ремонт которых обходится гораздо дороже, чем ремонт самих винтов. Учитывая, что марки крепежа из нержавеющей стали варьируются от основных аустенитных сплавов 18-8 до дуплексных и супераустенитных составов, а также при наличии десятков типов головок, типов приводов и конфигураций резьбы, для принятия обоснованного решения о выборе требуется понимание девяти критических параметров. В этом руководстве каждый из них рассматривается с практической точки зрения.
Марка сплава винта из нержавеющей стали определяет его коррозионную стойкость, механическую прочность и пригодность для конкретных сред. Выбор неправильного сорта — самая распространенная и самая дорогостоящая ошибка при выборе крепежа.
304 класс (18-8) является наиболее широко используемой маркой винтов из нержавеющей стали, содержащей 18% хрома и 8% никеля. Он надежно работает в помещении, при легком воздействии на открытом воздухе и при контакте с пресной водой. Однако он подвержен щелевой коррозии и точечной коррозии в средах, богатых хлоридами, таких как прибрежные районы или плавательные бассейны. 316 класс добавляет 2–3% молибдена в состав 304, значительно улучшая стойкость к хлоридам и делая его правильным выбором для морского оборудования, оборудования для химической обработки и берегового строительства. 410 оценка — мартенситная нержавеющая сталь с более высокой прочностью на разрыв (до 1000 МПа), но меньшей коррозионной стойкостью — используется там, где механическая нагрузка имеет большее значение, чем химическое воздействие. Для высокоагрессивных сред, Дуплекс класса 2205 или 904L супераустенитный марки предлагают превосходную стойкость, но стоят значительно дороже. В таблице ниже приведены наиболее важные различия между классами:
| Оценка | Ключевой состав | Коррозионная стойкость | Типичное применение |
|---|---|---|---|
| 304 (А2) | 18% Cr, 8% Ni | Хорошо (неморской) | В помещении, мягкий на открытом воздухе |
| 316 (А4) | 16–18 % Cr, 10–14 % Ni, 2–3 % Mo. | Отлично (хлорид) | Морские, прибрежные, химические |
| 410 | 11,5–13,5% Кр | Умеренный | Высокая нагрузка, низкая влажность |
| 2205 Дуплекс | 22% Cr, 5% Ni, 3% Mo | Улучшенный | Морские, химические заводы |
В международных спецификациях крепежа (ISO 3506) винты из нержавеющей стали классифицируются как A2 (эквивалент 304) или A4 (эквивалент 316), за которым следует номер класса прочности, указывающий предел прочности на разрыв. Например, А2-70 обозначает нержавеющую сталь марки 304 с минимальным пределом прочности на разрыв 700 МПа, а А4-80 обозначает марку 316 с минимальной прочностью на разрыв 800 МПа. Эта система обозначений последовательно используется европейскими поставщиками и становится все более распространенной в глобальных закупках. Выбор A4-70, когда вам нужна коррозионная стойкость морского класса и умеренная грузоподъемность, является более чистым и менее подверженным ошибкам, чем использование только класса 316.
Предел прочности — это максимальное напряжение, которое винт может выдержать до разрушения, но более практически полезным значением является пробная нагрузка — максимальная осевая сила, которую крепежный элемент может выдержать без остаточной деформации. Для винта из нержавеющей стали А2-70 (например, М8) пробная нагрузка составляет примерно 18,6 кН, а допустимая растягивающая нагрузка — 25,1 кН. Инженеры, проектирующие болтовые соединения, должны рассчитывать соединения исходя из пробной нагрузки, а не прочности на растяжение, чтобы винты оставались эластичными при эксплуатационных нагрузках. Также важно отметить, что аустенитные нержавеющие стали (304, 316) не подлежат термической обработке для повышения прочности — их механические свойства определяются холодной обработкой в процессе изготовления.
Истирание, также называемое холодной сваркой или заеданием, происходит, когда две поверхности из нержавеющей стали, находящиеся под контактным давлением, подвергаются адгезионному износу и микросвариваются вместе во время затяжки. Это особенно характерно для аустенитных марок и может привести к постоянной фиксации крепежа при любом уровне крутящего момента, даже ниже предполагаемой нагрузки зажима. Профилактические меры включают в себя нанесение противозадирных составов (составов на основе никеля или дисульфида молибдена), использование на сопрягаемых поверхностях крепежа с разными значениями твердости, снижение скорости монтажа (затягивание последних нескольких оборотов вручную), а также рассмотрение возможности использования нержавеющих винтов с тефлоновым или восковым покрытием. Истирание нержавеющей стали не является дефектом материала — это предсказуемое трибологическое явление, которое можно устранить при правильной установке.
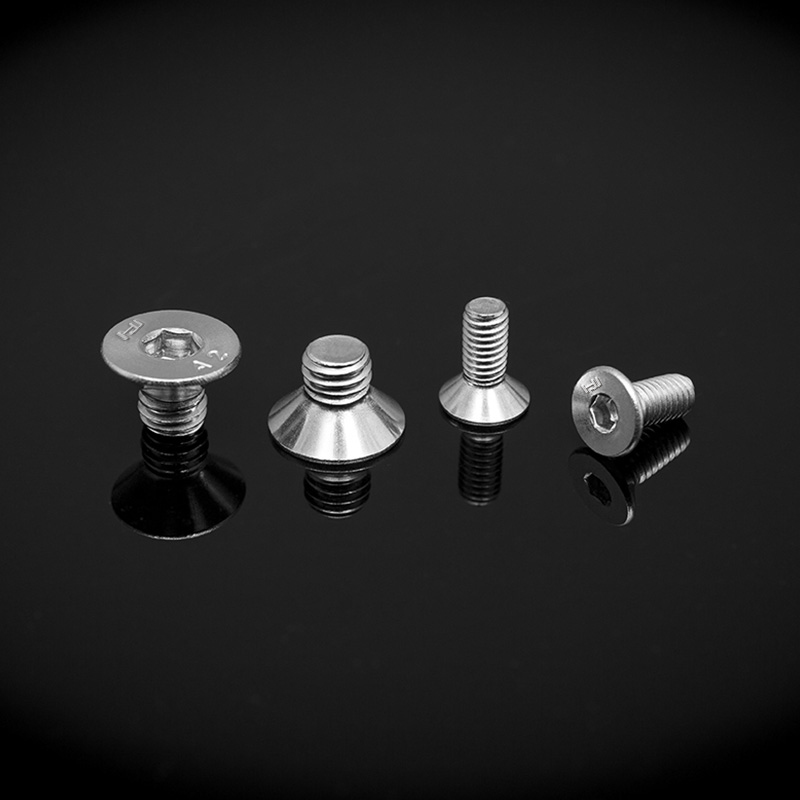
Форма головки винта влияет на то, как распределяется зажимная нагрузка по соединению и должен ли винт располагаться заподлицо с поверхностью. Пан-головка и шестигранная головка Винты имеют большую несущую поверхность, распределяют нагрузку по большой площади и минимизируют деформацию поверхности — предпочтительнее для соединений конструкций. Потайная (плоская головка) винты располагаются заподлицо с поверхностью или под ней, что необходимо в тех случаях, когда выступы вызывают помехи, например, в петлях, креплении панелей или аэродинамических поверхностях. Головка пуговицы Винты имеют низкопрофильный купол с большей опорной поверхностью, чем винты с потайной головкой, широко используемые в бытовой электронике и мебельной фурнитуре. При использовании на открытом воздухе или в морских условиях избегайте использования внутренних шестигранных головок в открытых местах, где скопление воды внутри углубления ускоряет щелевую коррозию — предпочтительнее использовать цилиндрические или пуговичные головки.
Выемка для привода определяет, насколько эффективно крутящий момент передается от инструмента к винту и насколько вероятен эксцентрик (выскальзывание отвертки из выемки) при высоком крутящем моменте. Филлипс (ПН) Приводы сконструированы так, чтобы выскакивать под чрезмерным крутящим моментом (намеренно, чтобы предотвратить чрезмерную затяжку), но это делает их ненадежными для применений из нержавеющей стали с высоким крутящим моментом. Позидрив (ПЗ) приводы обеспечивают превосходную передачу крутящего момента и противостоят раскоксовке лучше, чем Phillips, несмотря на схожий внешний вид. Торкс (звездный привод) обеспечивает наилучшую эффективность передачи крутящего момента при практически нулевом эксцентриситете, что делает его предпочтительным приводом для винтов из нержавеющей стали в строительных, автомобильных и морских системах. Шестигранная головка (шестигранник) Приводы обеспечивают отличный крутящий момент для крепежных винтов, но подвержены скруглению при высокой нагрузке, если посадка инструмента несовершенна. Всегда точно подбирайте размер насадки для привода в соответствии с размером выемки — изношенная или несоответствующая насадка быстро разрушает выемки для привода из нержавеющей стали из-за твердости материала.
Винты из нержавеющей стали доступны с крупной резьбой (UNC или крупная метрическая) и мелкой резьбой (UNF или мелкая метрическая). Грубые нити более устойчивы к поперечной резьбе, их легче быстро установить и лучше подходят для более мягких материалов, таких как алюминий, пластик и древесно-композитные материалы, где срыв резьбы является основным риском. Тонкие нити обеспечивают большую прочность на разрыв на единицу длины за счет большей площади напряжения, более устойчивы к вибрационному ослаблению и обеспечивают лучшую возможность регулировки в прецизионных сборках. Для саморезов из нержавеющей стали, используемых в листовом металле, типы нарезания резьбы (которые вытесняют материал без резки) создают более прочную резьбу, чем типы нарезания резьбы в пластичных металлах, тогда как точки нарезания резьбы необходимы для более твердых основ и хрупких материалов, где требуется зазор стружки.
Нержавеющая сталь занимает первое место в гальваническом ряду, а это означает, что она будет действовать как катод и ускорять коррозию металлов, с которыми она контактирует, которые находятся ниже в ряду, включая углеродистую сталь, алюминий и цинк. Когда винты из нержавеющей стали используются с алюминиевыми компонентами в присутствии электролита (влага, соленая вода), алюминий подвергается преимущественной и агрессивной коррозии. Стратегии смягчения последствий включают использование нейлоновых или ПТФЭ-шайб для изоляции разнородных металлов, нанесение диэлектрической смазки на поверхность соединения, выбор винта из нержавеющей стали меньшего размера по сравнению с алюминиевой деталью (чтобы минимизировать соотношение площадей катода и анода) или переход на алюминиевые или титановые крепежные детали, где гальваническая совместимость является основным ограничением. Соединения нержавеющей и нержавеющей стали не представляют гальванического риска при условии, что оба компонента имеют одинаковую марку.
Рынок крепежа из нержавеющей стали включает в себя значительный объем контрафактной или неправильно маркированной продукции — особенно винтов с маркировкой 316, которые на самом деле являются 304, или винтов из аустенитных марок, которые содержат недостаточное содержание никеля для соответствия спецификациям. Простое полевое испытание с использованием магнита обеспечивает первоначальную проверку: полностью аустенитные 304 и 316 должны быть только слабомагнитными или немагнитными, тогда как сильный магнитный отклик предполагает наличие сердечника из ферритной или углеродистой стали. Для критически важных применений запросите отчеты об испытаниях материалов (MTR), подтверждающие химический состав, отчеты о проверке размеров, подтверждающие размер резьбы, а также доказательства того, что продукт был изготовлен в соответствии с признанными стандартами, такими как ISO 3506, ASTM F738M или DIN 267. Покупка у проверенных дистрибьюторов с документацией по отслеживанию партии является наиболее надежной защитой от попадания некачественной продукции в конструкционные или критически важные для безопасности приложения.
Состояние поверхности также имеет значение независимо от марки. Винты из нержавеющей стали должны поставляться с блестящим однородным пассивным слоем, без пожелтения от нагрева, окалины, частиц железа, образовавшихся в результате механической обработки, или механических повреждений. Пассивационная обработка (ванна с лимонной или азотной кислотой согласно ASTM A967) восстанавливает и усиливает естественный защитный слой оксида хрома после операций механической обработки или формования и должна быть указана для любых крепежных изделий из нержавеющей стали, используемых в пищевой, фармацевтической или морской среде, где требуется максимальная коррозионная стойкость с первого дня эксплуатации.
Применить девять вышеизложенных пунктов несложно, если их свести в контрольный список перед покупкой. Прежде чем разместить заказ на винты из нержавеющей стали — будь то партия в 50 или 50 000 штук — подтвердите следующее:

Нить Толерантность: 6G стандартный DIN 13-15 、 DIN 13-12 Диаметр стержня d D≤m20 : A2-70 、 A4-70 ; M20 < D≤m39 : A2-50 、 A4-50 ; D≥M39 : C3 、 C4 ; D < M39
См. ПодробностиАвторское право © Jiangsu Huajie Stainless Steel Products Co., Ltd. Все права защищены.


